![]() 076-465-3582
076-465-3582
[受付時間]月曜〜金曜 9:00 ~ 18:00
![]() お問い合わせフォーム
お問い合わせフォーム
ZOOM・Microsoft Teamsでの
オンラインミーティングについて


技術を高め、己を高め お客様、そして社会へ 貢献する企業へ
選ばれる理由
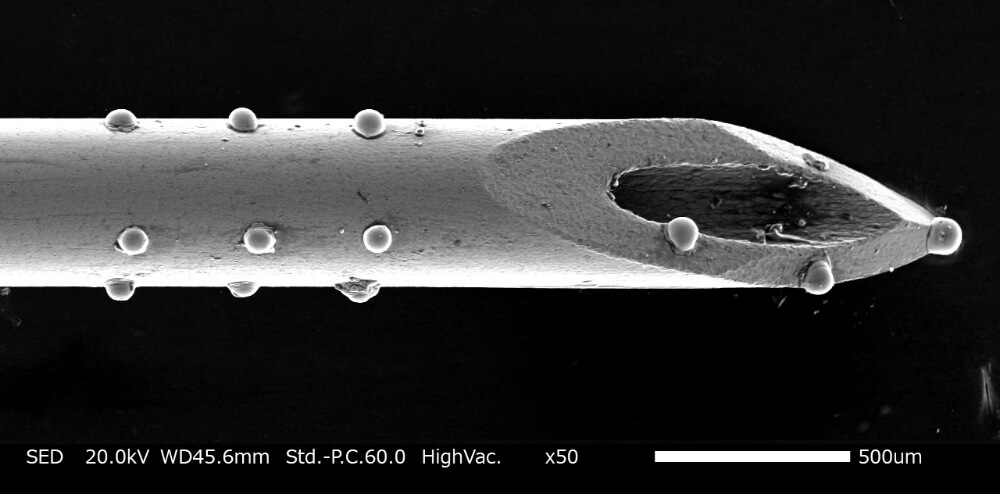
業界では最大数の設備を有し、
微細な溶接から大量盛りまで
迅速な対応が可能
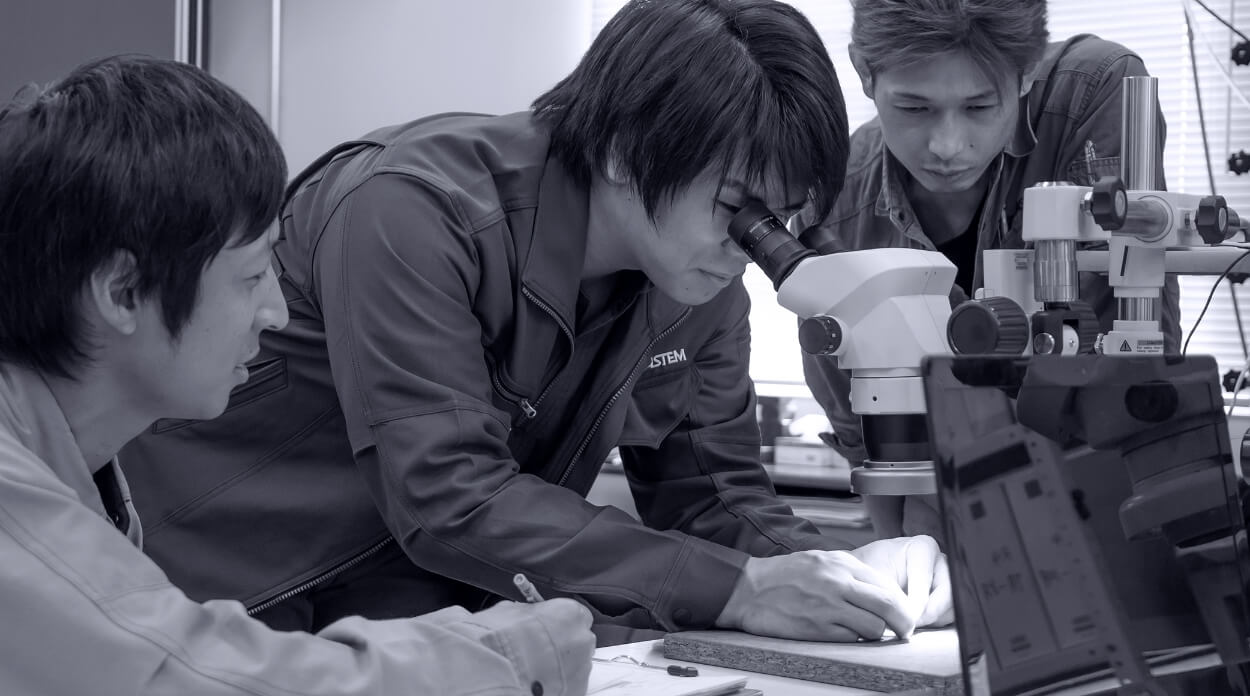
事業発足以来、現在までに累計15万件を超える受注実績があり、安心してご利用いただいております。特に新規お客様のリピーター率は87%超と高い評価をいただいております。
また、レーザー溶接に関わる研究開発、既存事業の高度化など協力機関(産学)連携により幅広く展開、お客様に必要な製品、情報などをご提供しています。
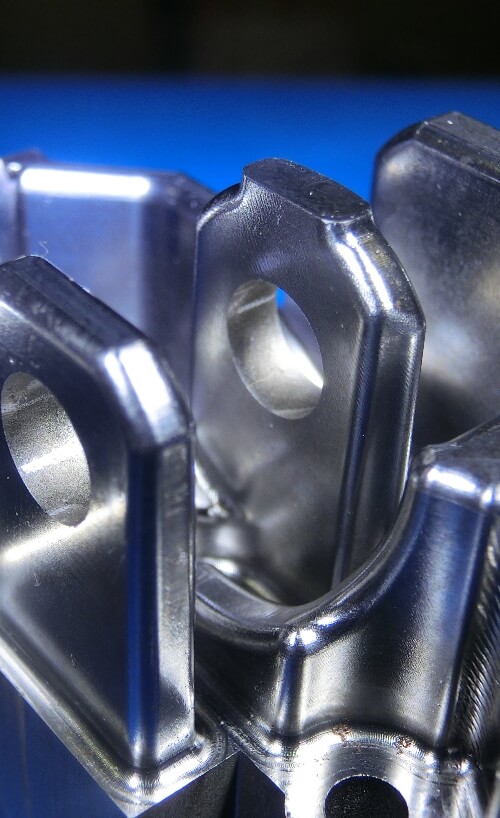
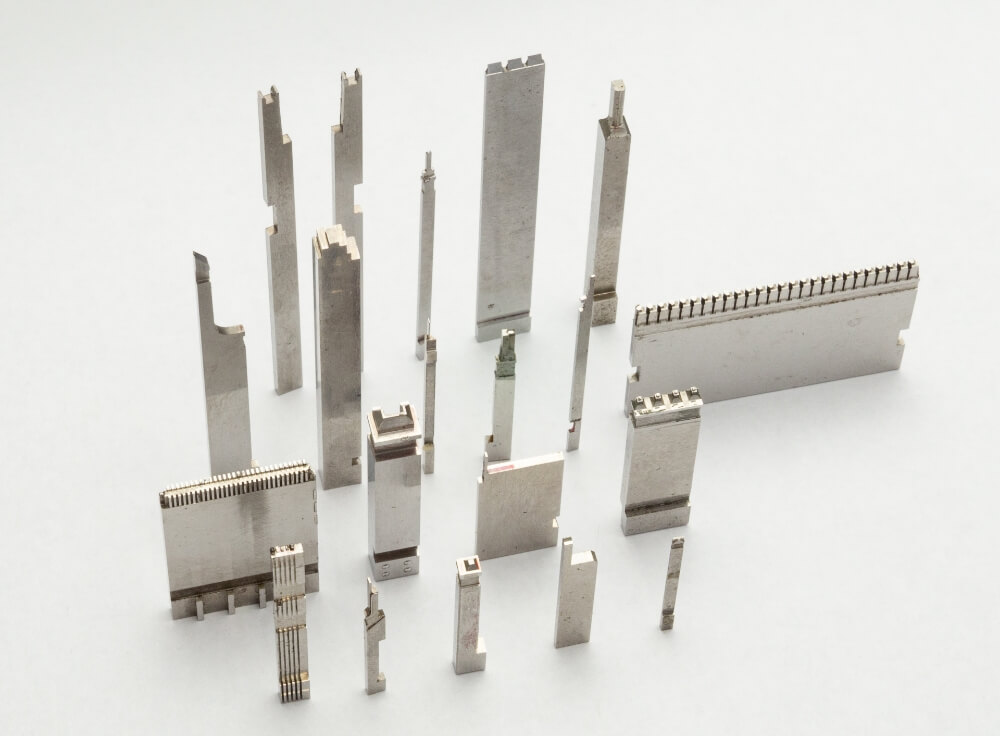
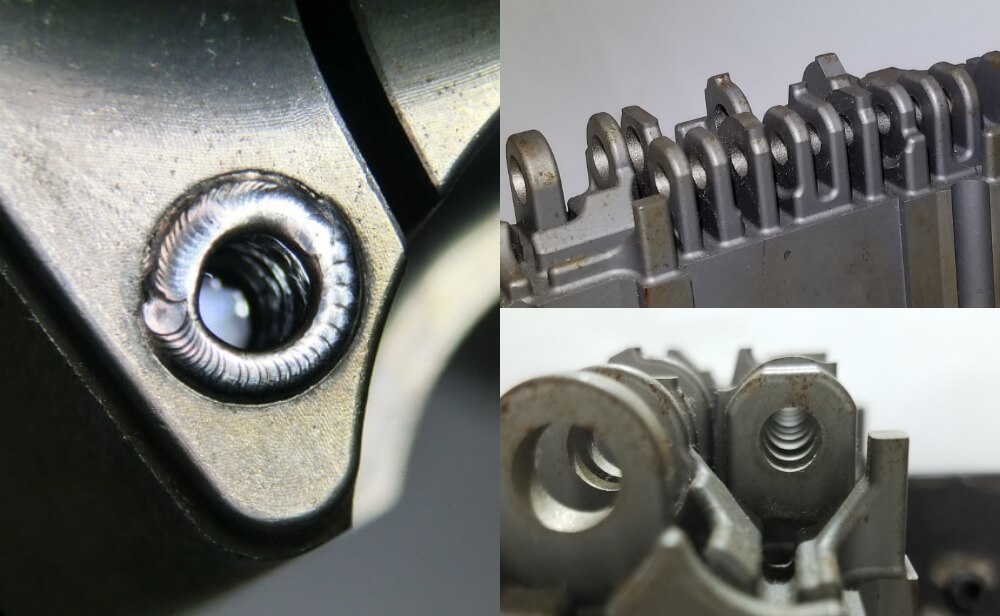
金型肉盛り BUILD-UP WELDING


CONTACT お問い合わせ
キャステムへのお問い合わせはお電話またはメールフォームにて承ります。必要事項をご入力いただき送信してください。折り返しメールまたはお電話でご連絡差し上げます。
※お急ぎの場合はお電話でお願いいたします。
![]() 076-465-3582
076-465-3582
[受付時間]月曜〜金曜 8:30〜17:20
![]() お問い合わせフォーム
お問い合わせフォーム
ZOOM・Microsoft Teamsでの
オンラインミーティングについて