![]() 076-465-3582
076-465-3582
[受付時間]月曜〜金曜 9:00 ~ 18:00
![]() お問い合わせフォーム
お問い合わせフォーム
ZOOM・Microsoft Teamsでの
オンラインミーティングについて
金型肉盛り BUILD-UP WELDING
ダイカスト型
バルブボデー
補修(二次放電、加工エラー等)・設計変更
数万型の実績に
裏付けられた高度な技術
必要最小限の溶接を提供いたします
近傍形状高20㎜
壁全面



近傍形状高20㎜
壁全面

近傍形状高20㎜
壁全面



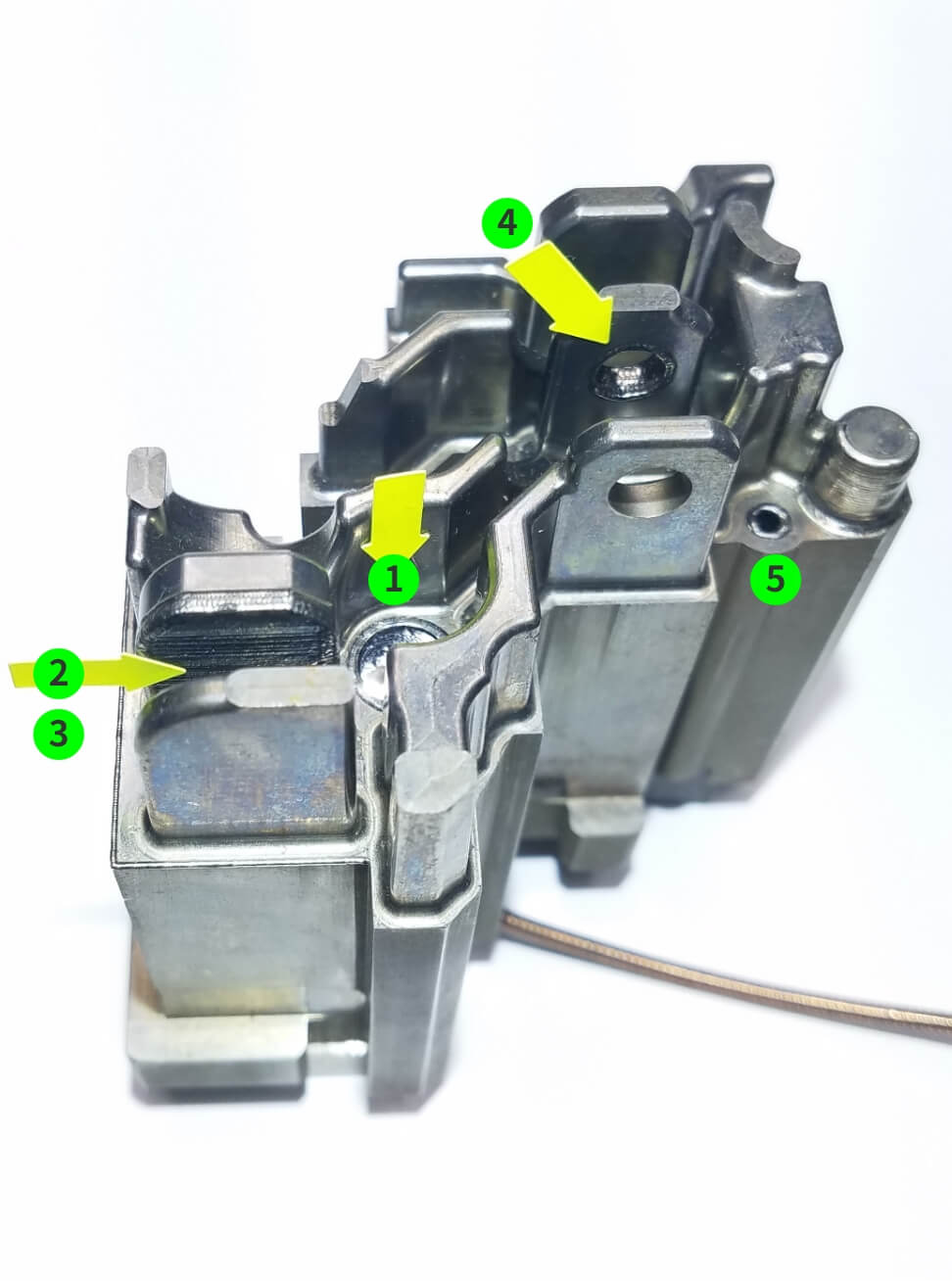
バルブボデー3Dモデルサンプル
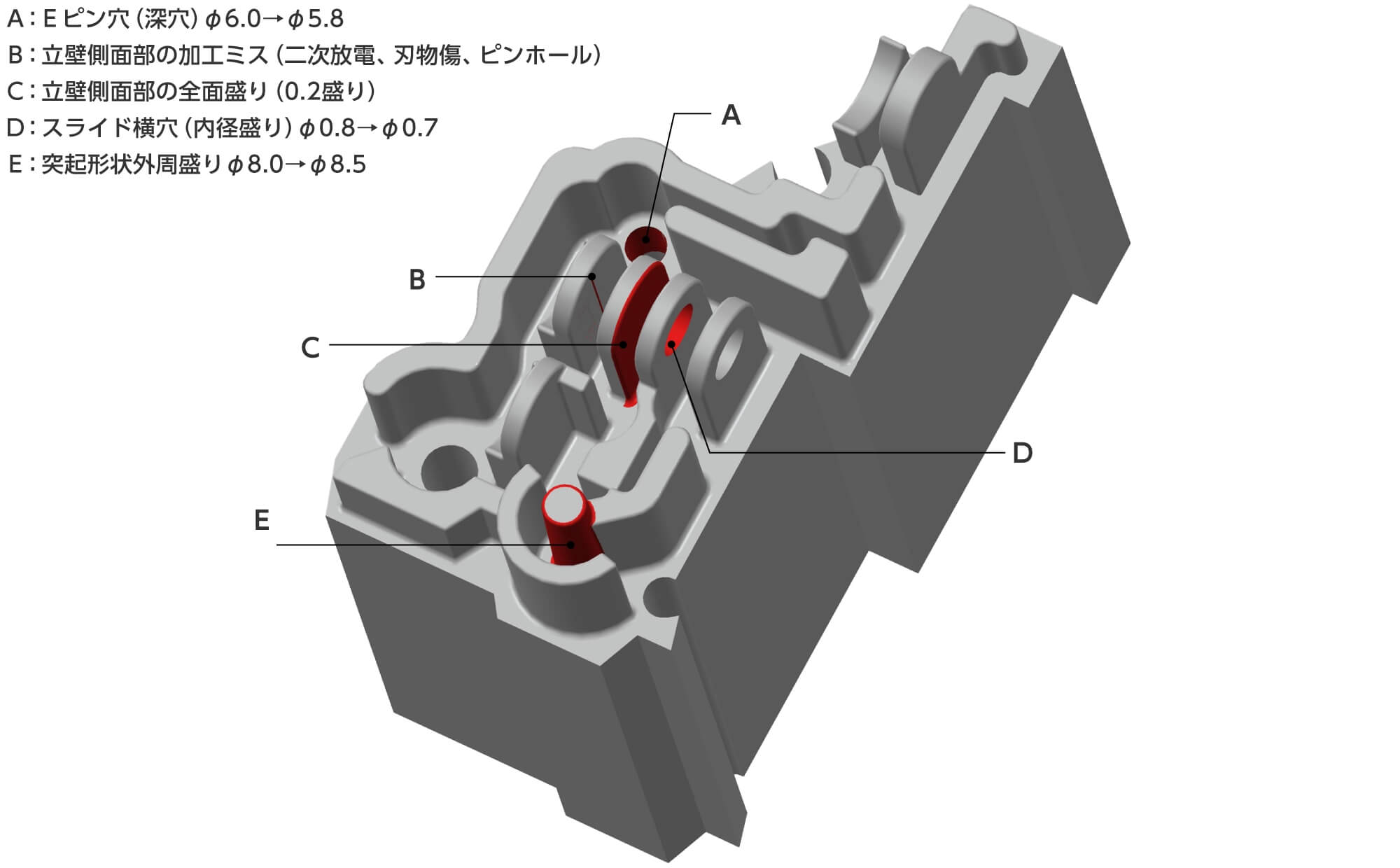
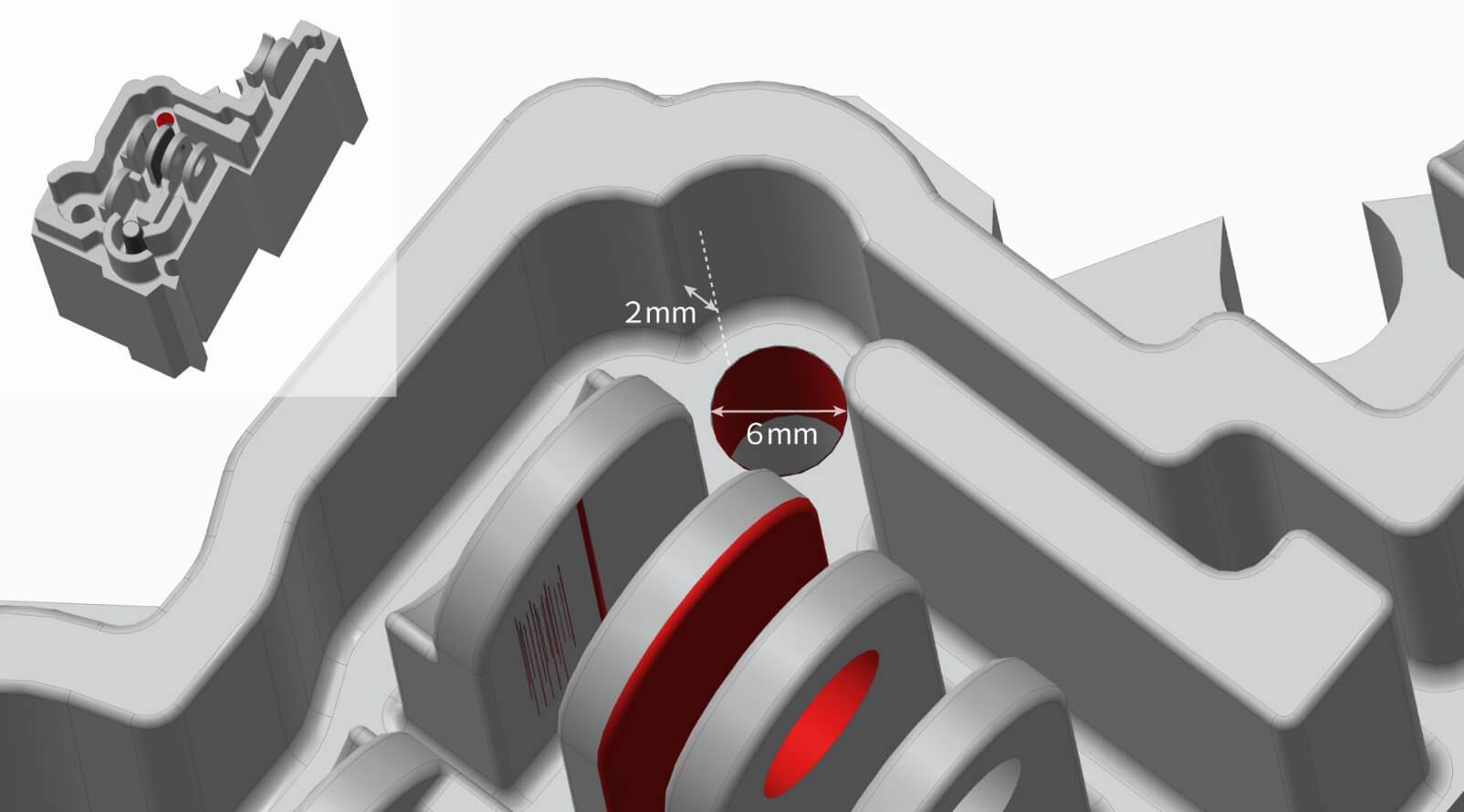
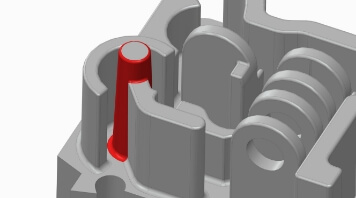
Eピン穴内径全周溶接【内径φ6、深さ10mm、肉盛量0.1】
バリ止め、穴位置移動、ピンぶれ防止等に!
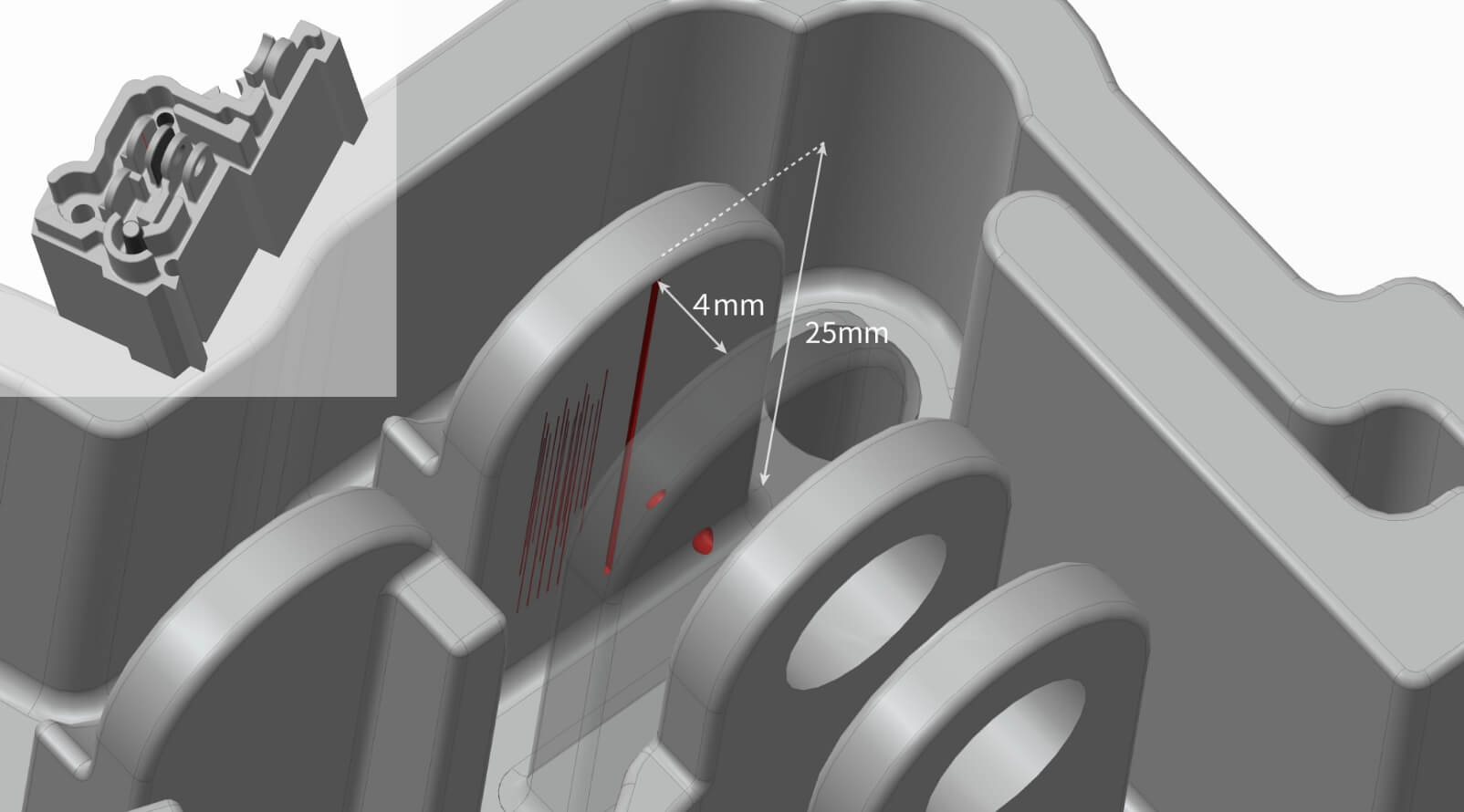
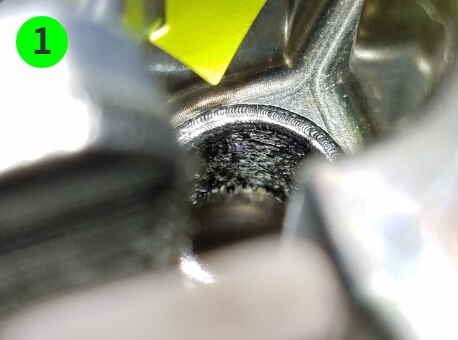
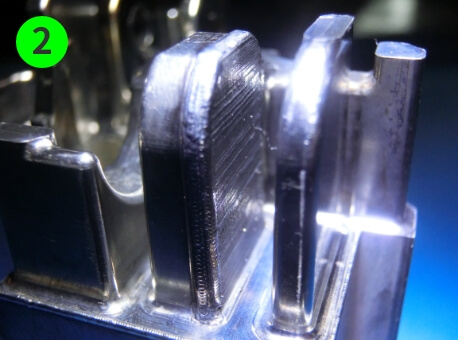
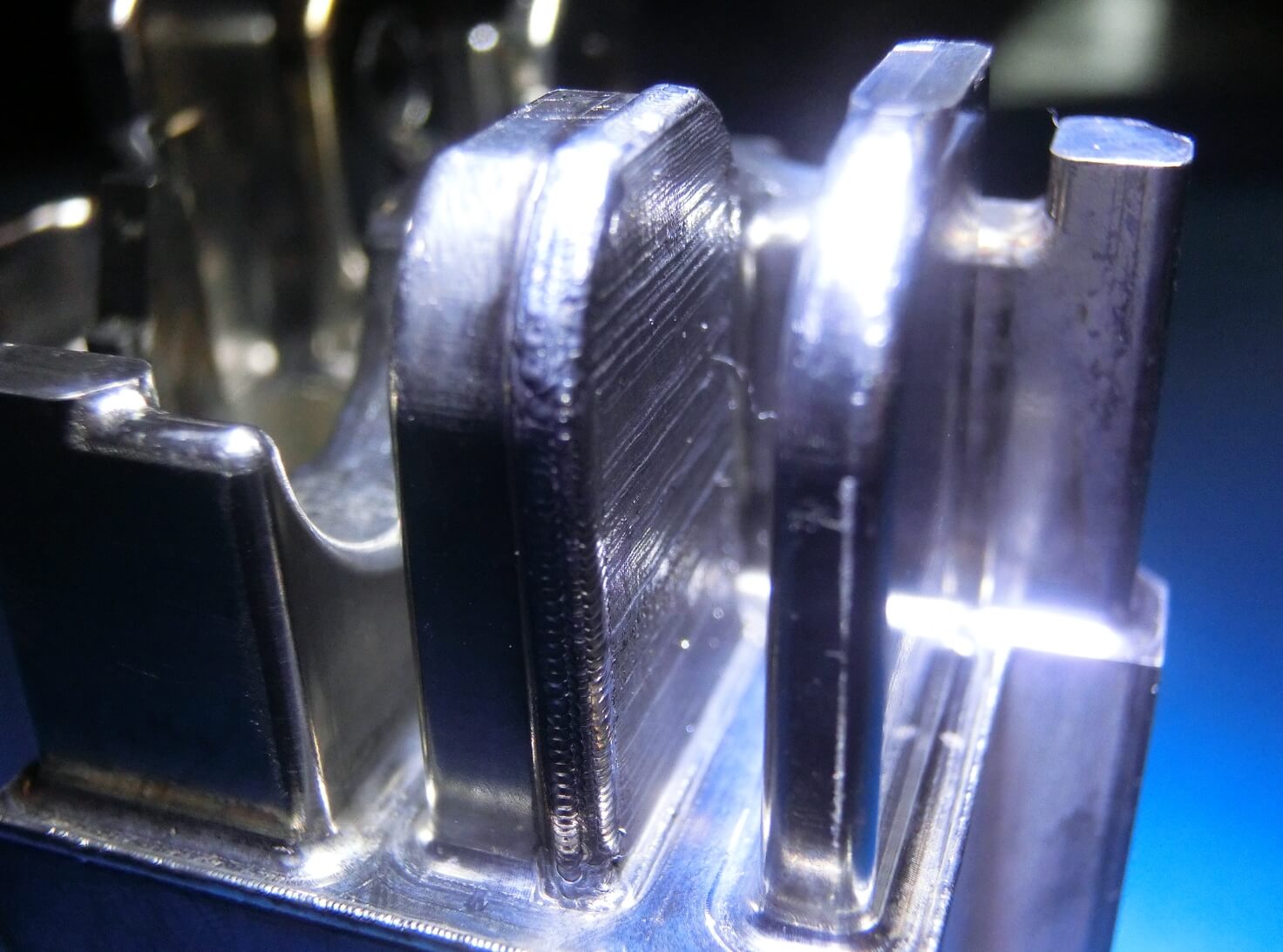
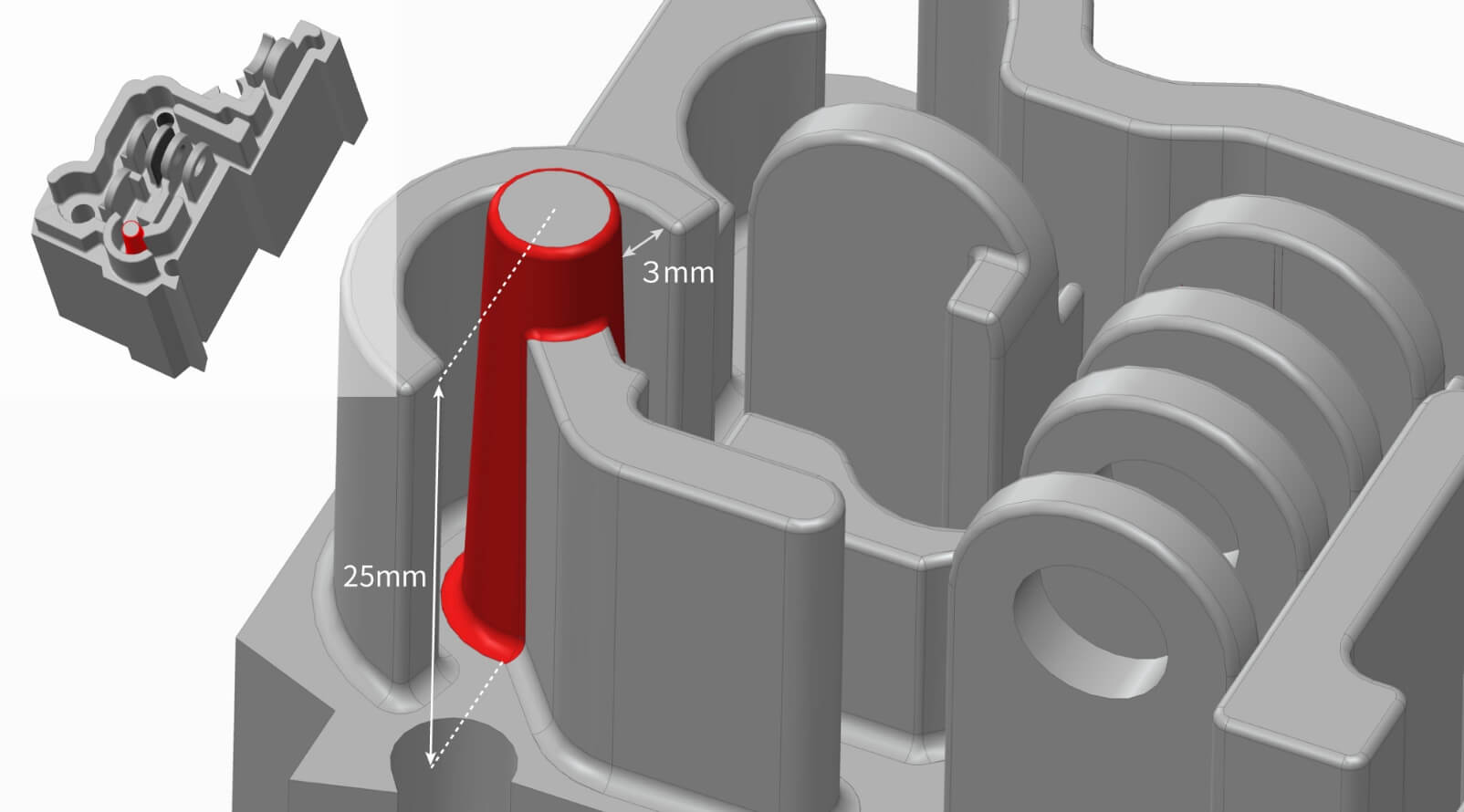
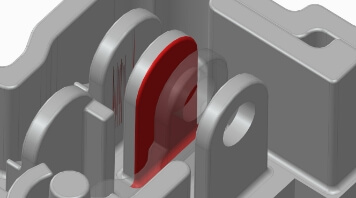
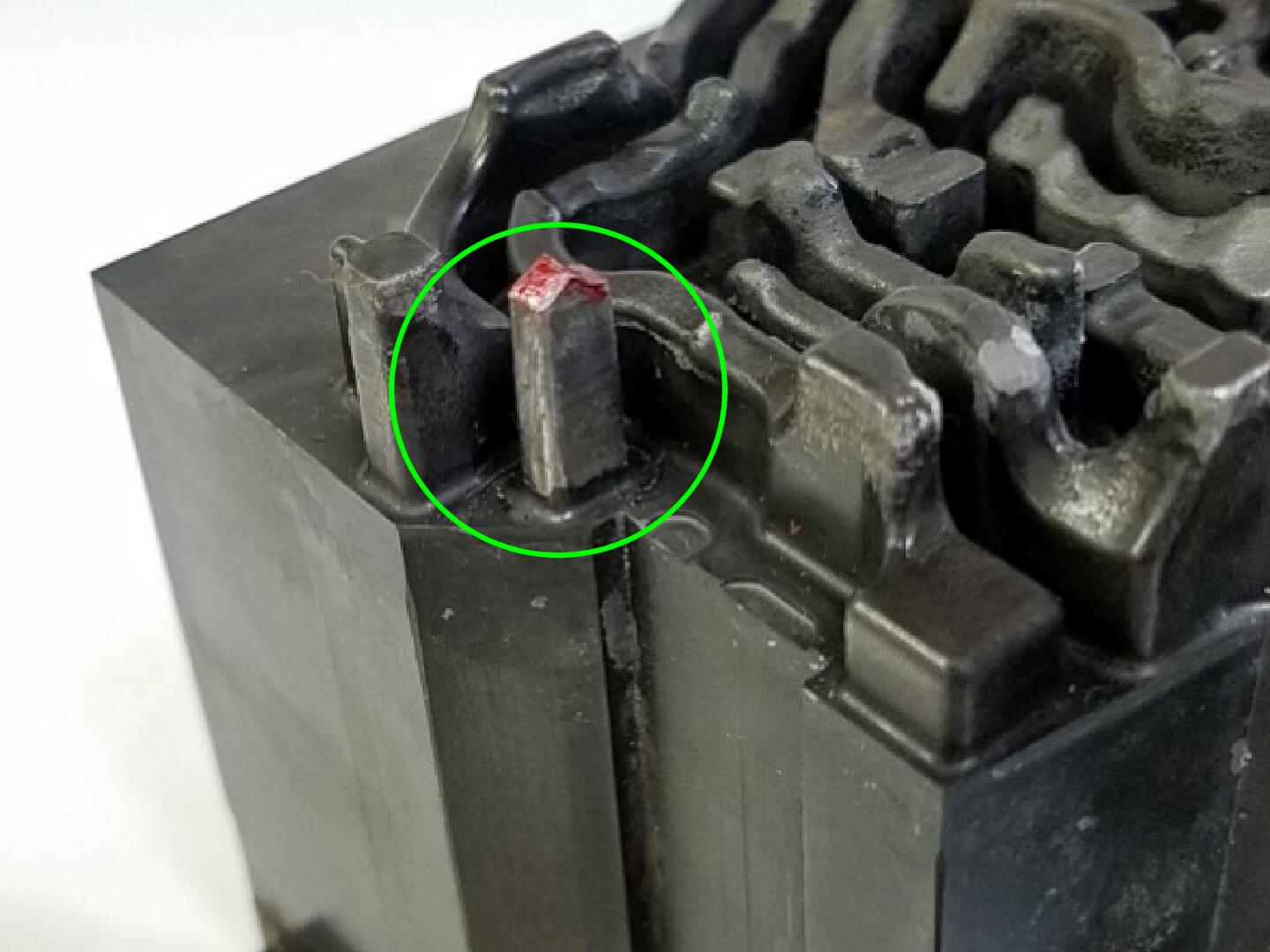
金型立壁形状部
刃物のブレ、放電等による食い込み、TIG溶接によるピンホール欠陥
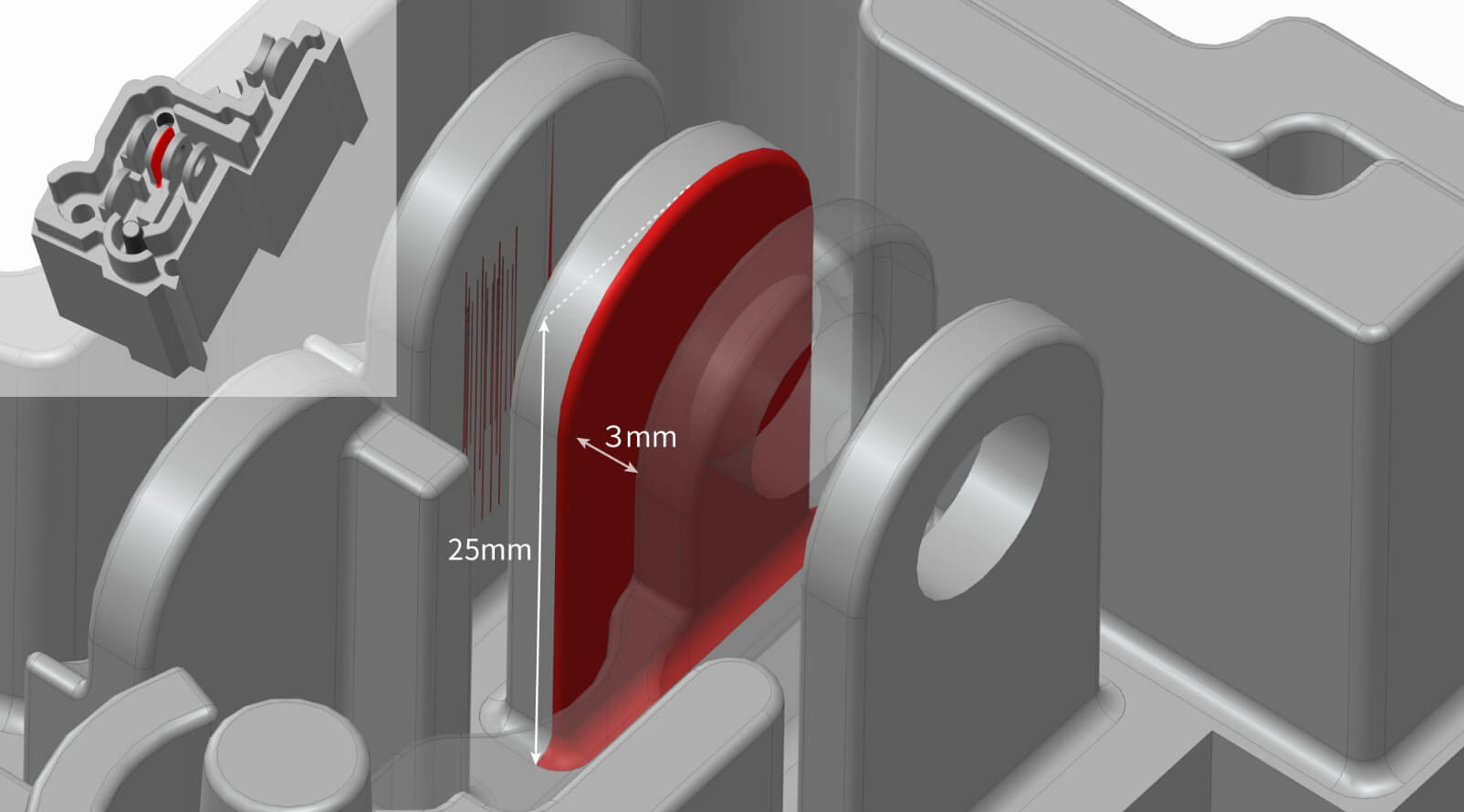
立壁形状・全面盛り【近接形状とのリブ幅3mm、形状高(高さ)25mm、肉盛量0.1mm】
多鋳造による形状痩せに
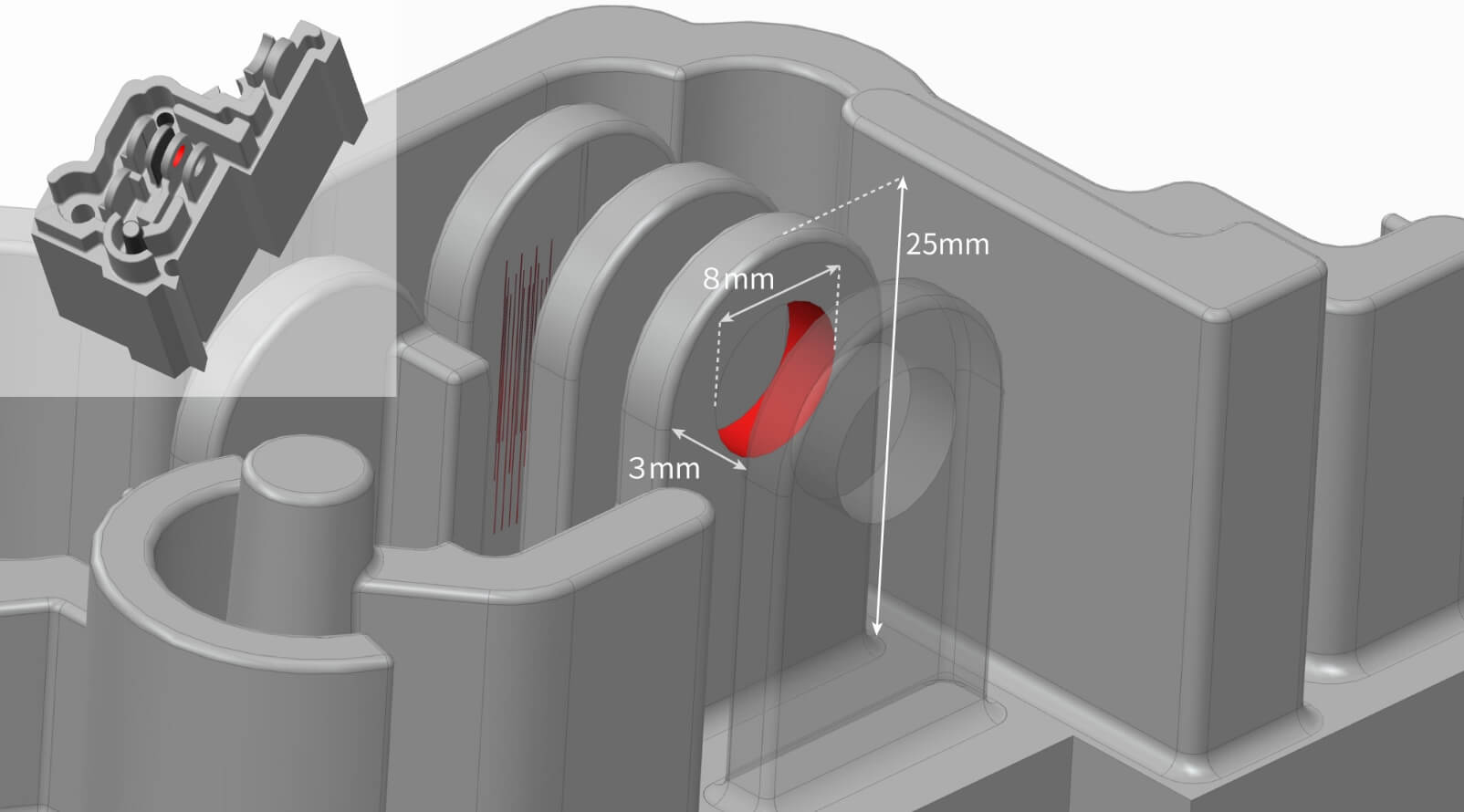
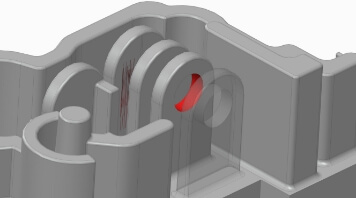
スライド横穴内径全周溶接【内径φ8、近接形状とのリブ幅3mm、肉盛量0.1mm】
穴移動、穴径変更
設計変更等による円筒形状全面溶接
【近接形状とのリブ幅3mm、形状高(深さ)25mm、形状φ径8mm、肉盛量0.5mm】
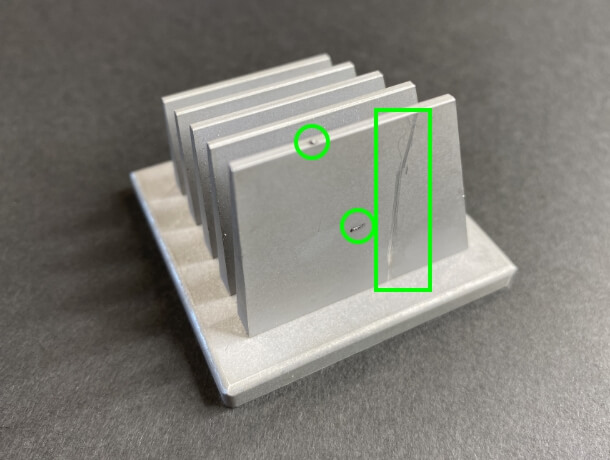
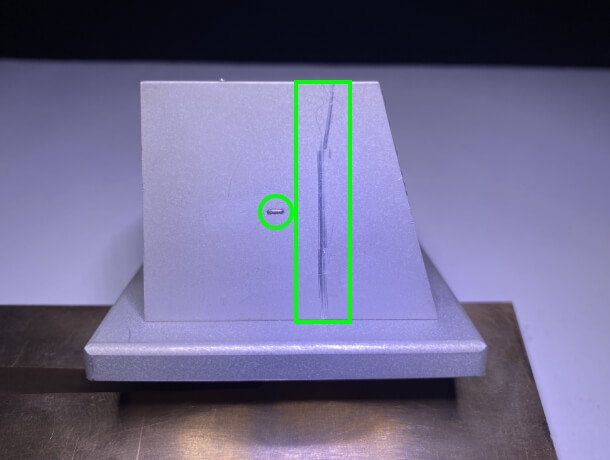
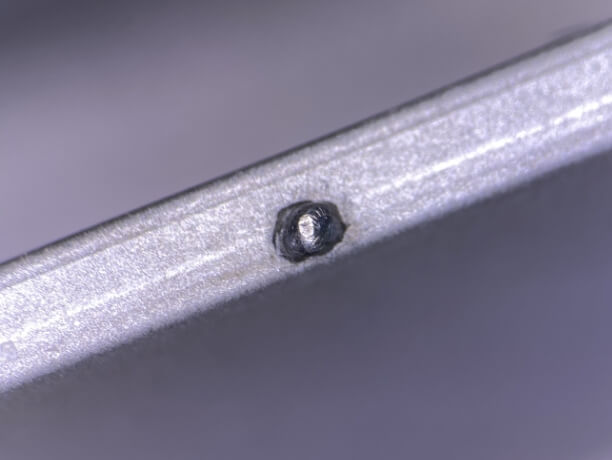
ヒートシンク
リブ内溶接修復
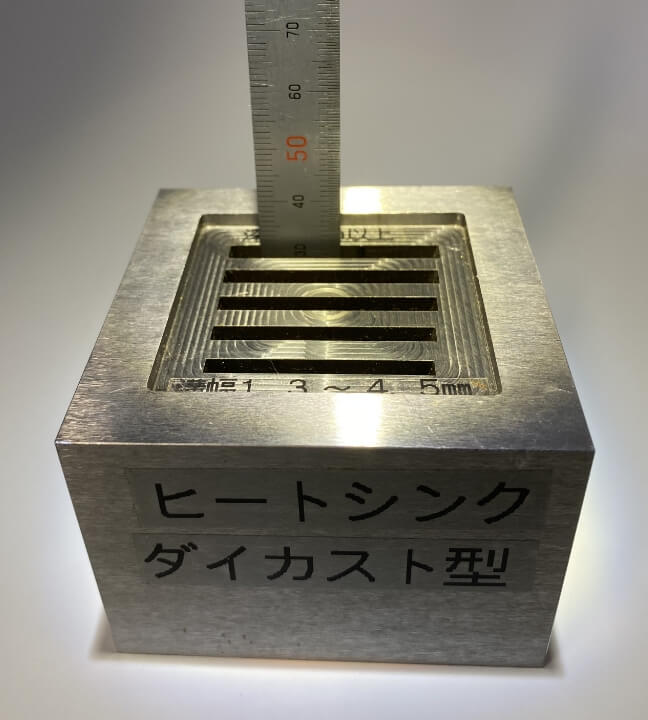

リブ幅 下1.3㎜~上4.5㎜ 深さ30㎜
-
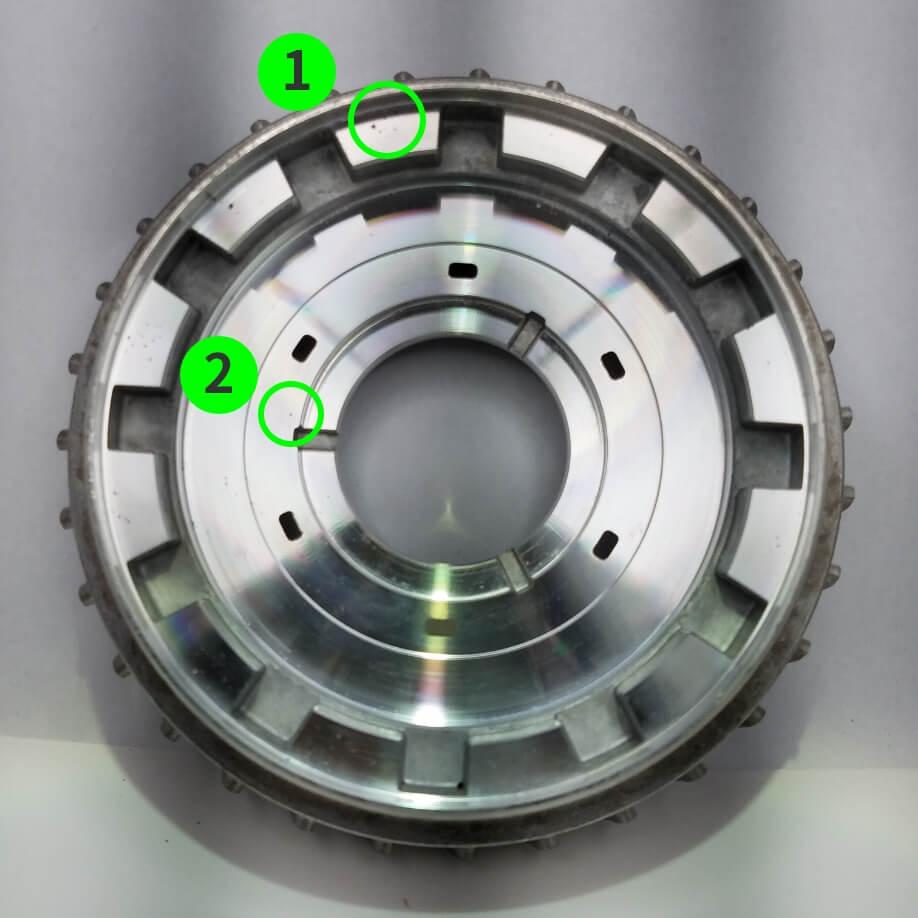
鋳造品アルミダイカスト
-
壁面の腐食のため離型時のカジリ
-
リブ底のピンホールが転写
製品に駄肉
- 2次放電による駄肉
- 溶損
- 内壁・底部の傷
- 離型時の不具合
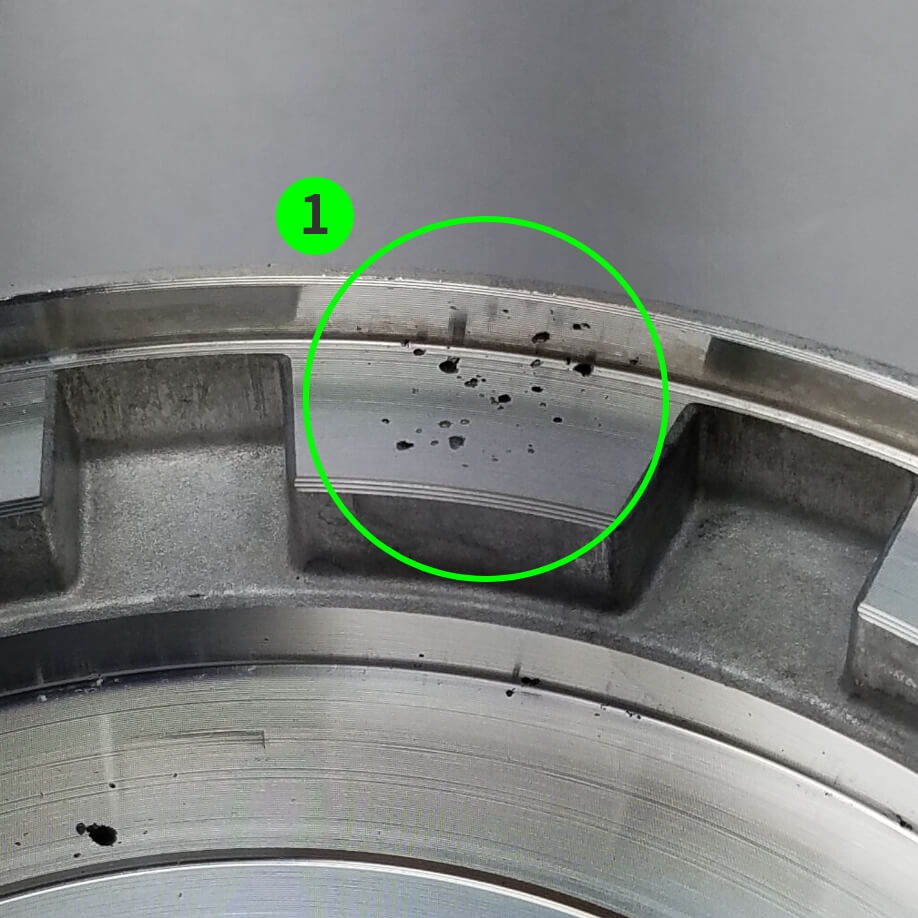
鋳巣
アルミダイカスト鋳造製品
費用対効果、短納期、ロット不足の際にご検討ください。
-
鋳造後の機械加工でブローホールが露出。
-
-
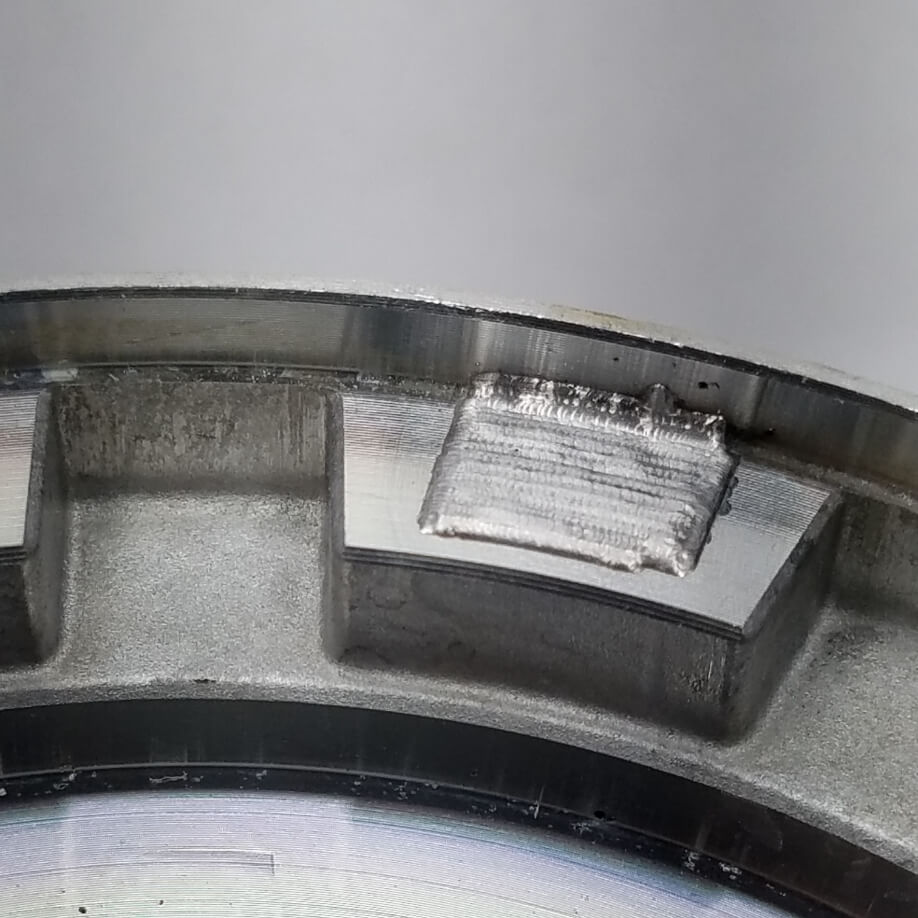
点在している鋳巣も面で溶接
-
-
ピンポイントで溶接
-

仕上げ後
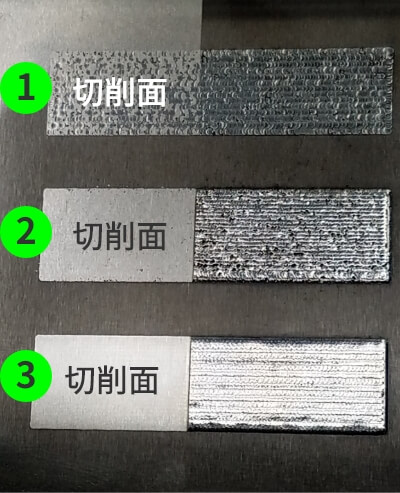
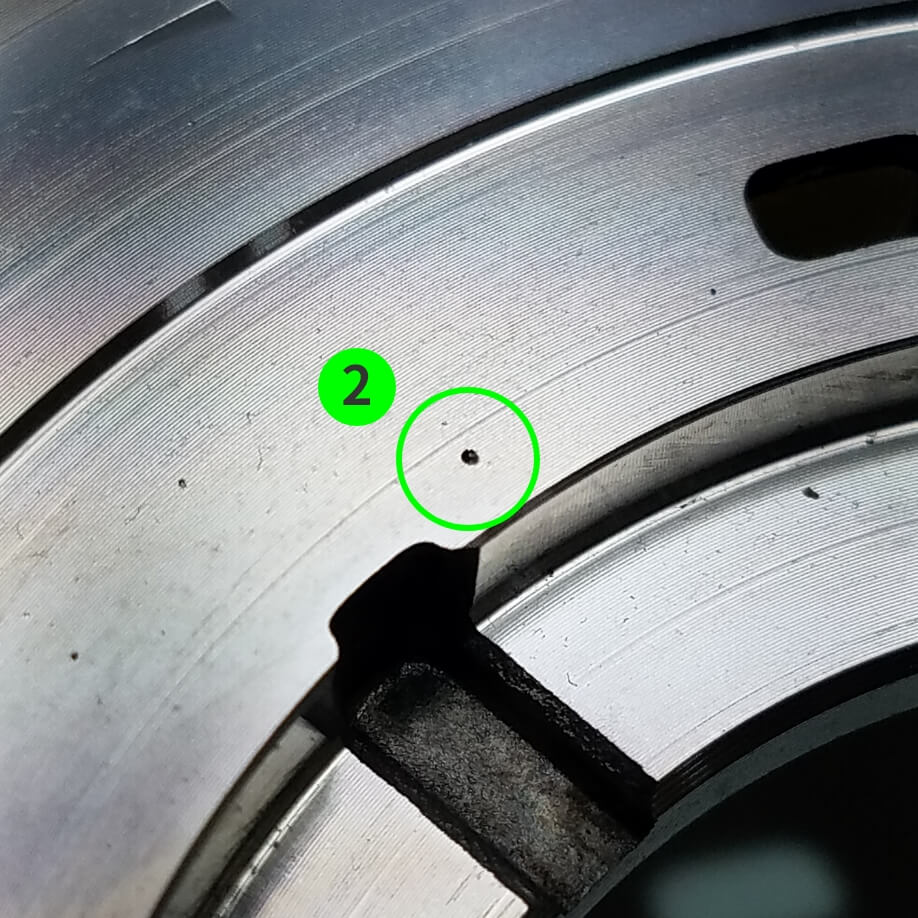
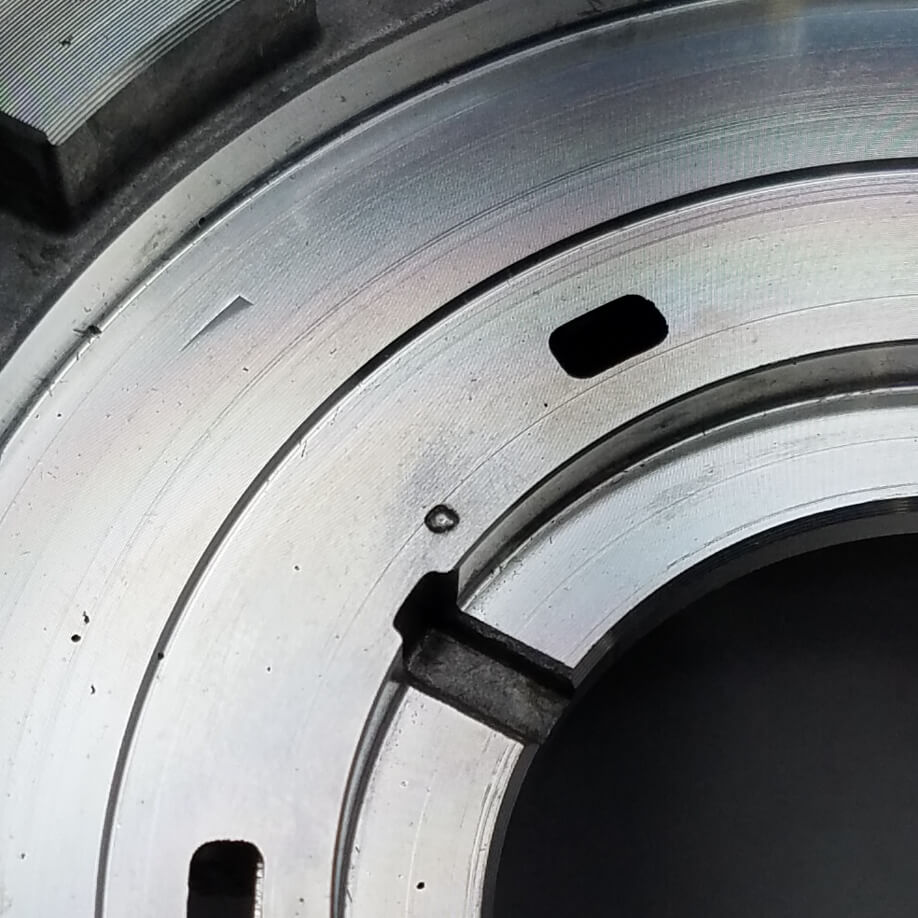
溶接方法の工夫により巣、ブローホールの発生を低減させ、より健全で丁寧な溶接を実施しています。
※NAK55・FDAC等の快削鋼にも対応しています。
-
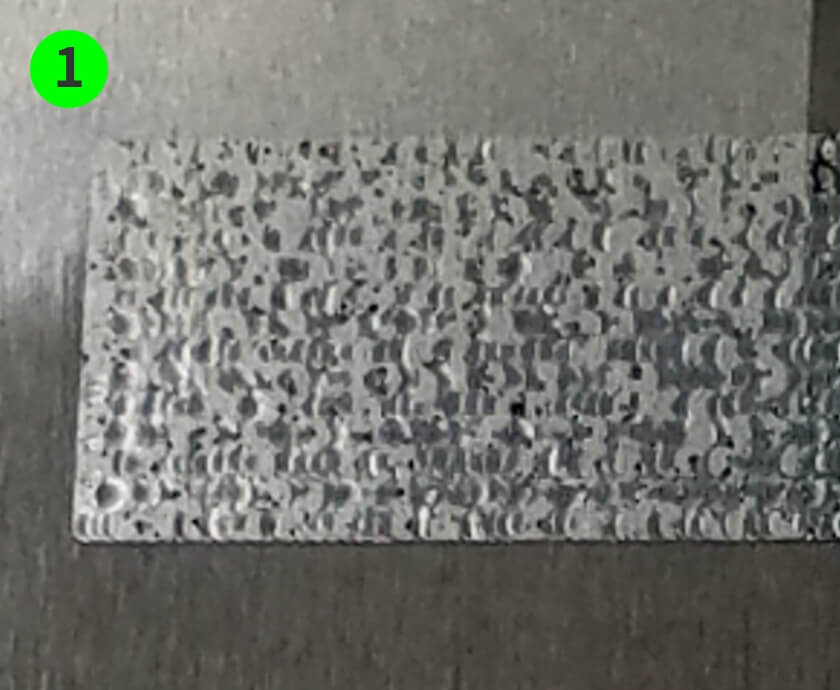
①通常の溶接条件
全面的に巣 -
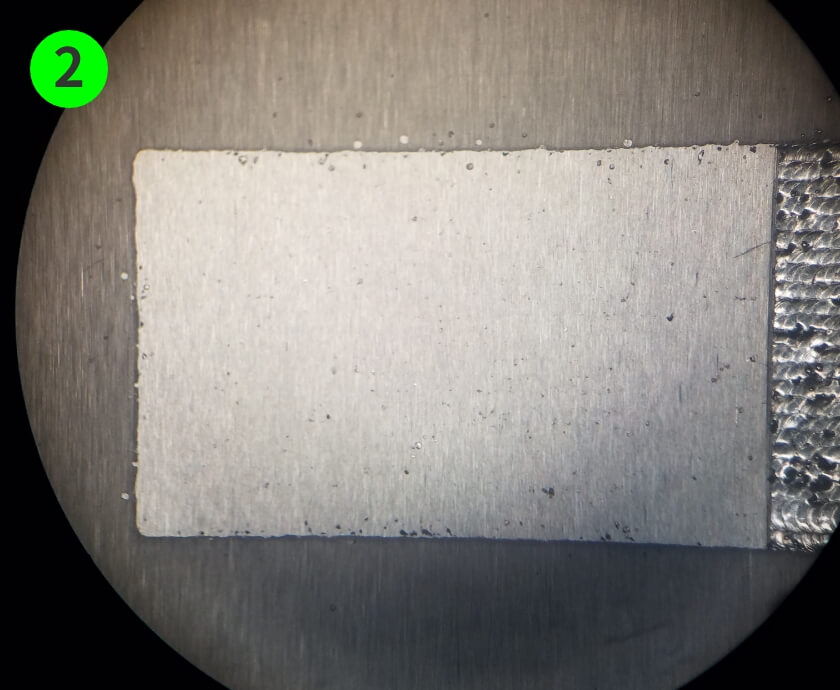
②新入社員 練習中
全面的に巣が散見される -
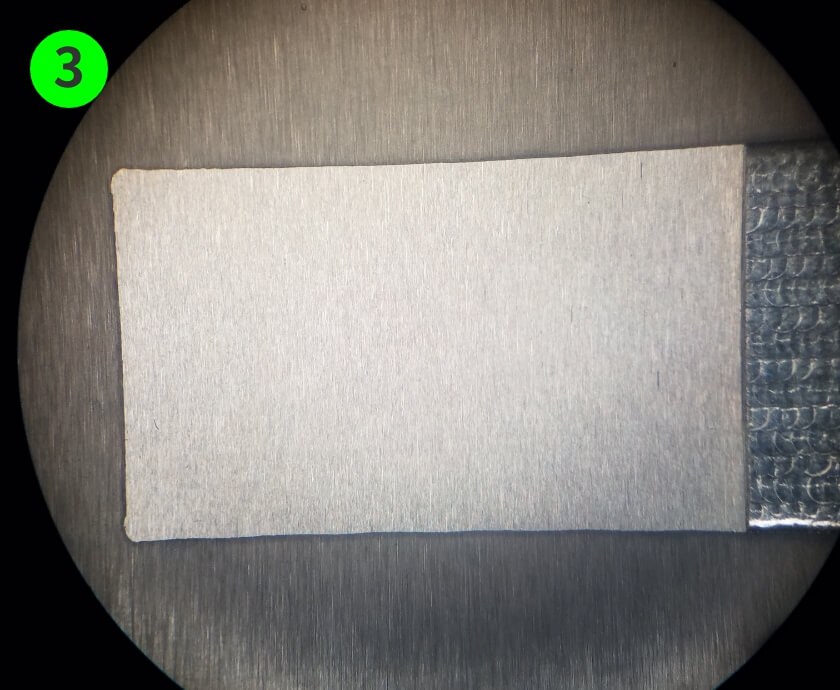
③窒化対応溶接条件
巣・ブローホールなし
溶損補修
溶接棒にはマルエージング鋼・SKD61を始めコバルトレスの材料など、お客様のニーズに合った修理をご提案
症状の再発頻度が高い箇所へは耐溶損用の溶接ワイヤを使用し、長寿命化をご提案いたします
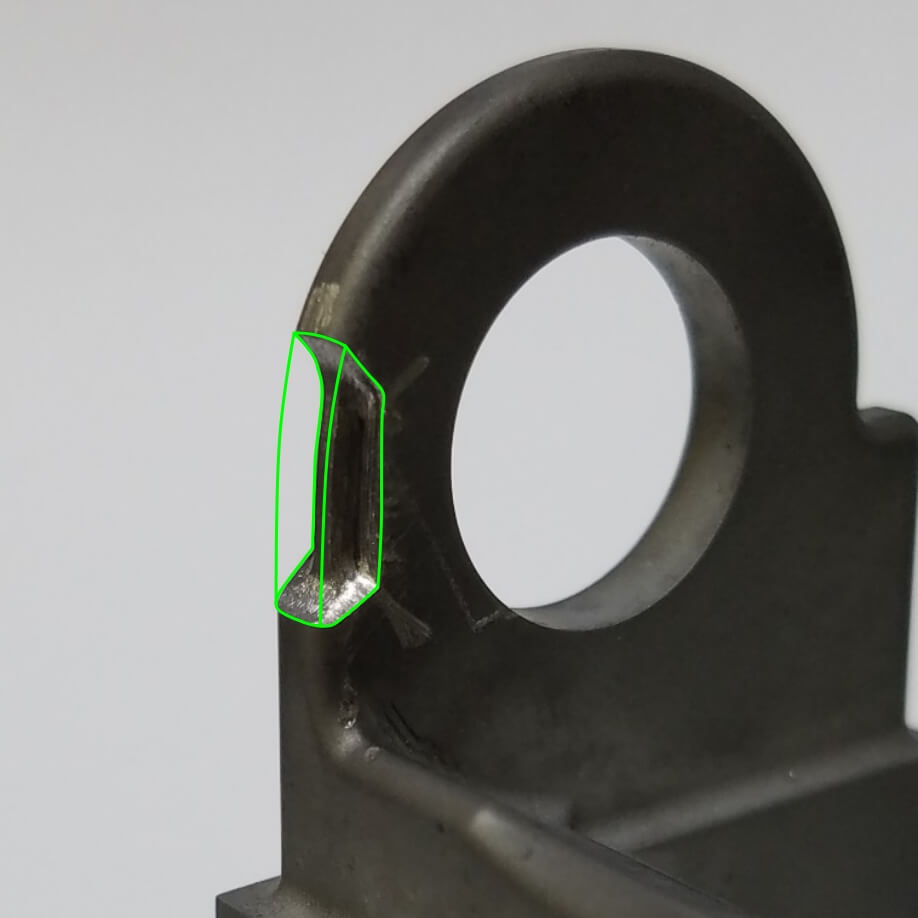
バルブボデーランド溶損
レーザーによる局所的な溶接が得られます
-

溶損発生
-

肉盛り加工
-

仕上げ加工
溶接前の測定により損耗の深さ・範囲を確認。
修理部位を特定し溶接を実施することも可能ですので、お気軽にご相談ください。
金型のサイズ・精度・後加工の有無・加工データの有無により、社内又は協力会社にて御対応いたします。
-
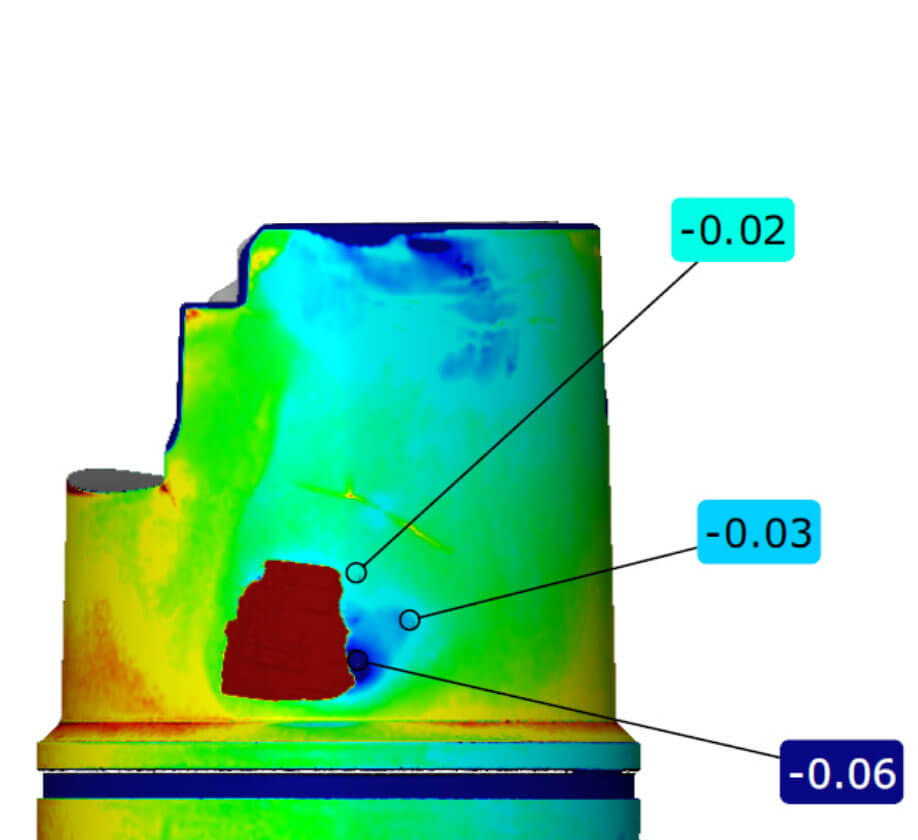
溶損部の測定
-

肉盛り加工
-

仕上げ加工
-

損耗発生
-

肉盛り加工
-

仕上げ加工

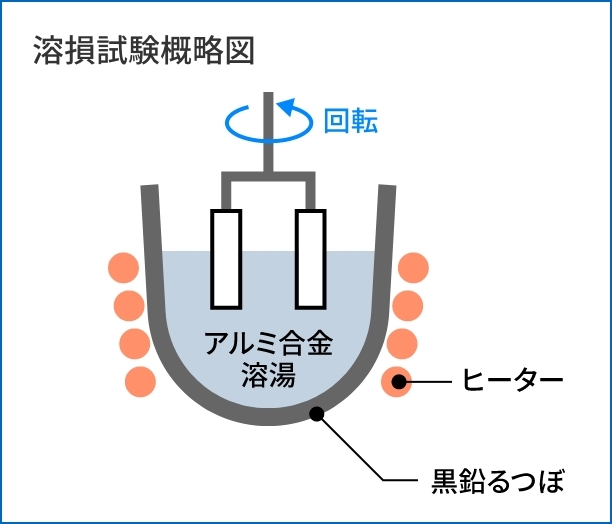
耐溶損用溶接ワイヤ
アルミダイカスト・低圧鋳造金型等の補修時に耐溶損性を向上させ金型の長寿命化に寄与します
アルミ溶湯(700℃)にテストピースを浸漬、回転数2000rpmのにより浸食を比較
-

溶接前加工
-

肉盛り加工
-

溶接後加工
比較試験結果
-

耐溶損溶接棒
-

MAS1
-

A社耐溶損用溶接棒
-

SKD61
-
耐溶損溶接材を肉盛り
-
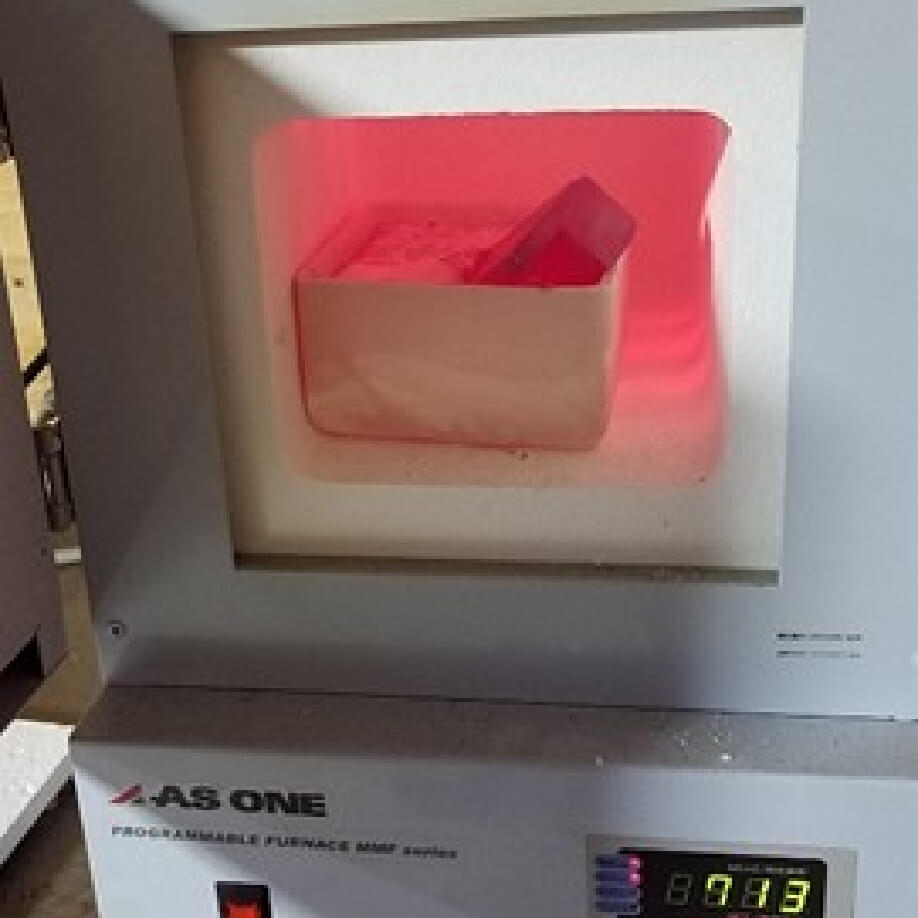
アルミ溶湯浸漬
温度700℃・時間16時間 -

肉盛り部のみ残存
-
-

量産用鋳造機にてテスト継続中
クラック修理
症状に応じ前処理・溶接棒の選定を行い、より長寿命化のため情報収集・検証を続けています。
- 水穴に通じたクラックが製品部へ貫通
- ダイカストの補修等
- 経年による割れ
-

-

クラック発生
-

溶接加工
-
仕上げ加工
CONTACT お問い合わせ
キャステムへのお問い合わせはお電話またはメールフォームにて承ります。必要事項をご入力いただき送信してください。折り返しメールまたはお電話でご連絡差し上げます。
※お急ぎの場合はお電話でお願いいたします。
![]() 076-465-3582
076-465-3582
[受付時間]月曜〜金曜 8:30〜17:20
![]() お問い合わせフォーム
お問い合わせフォーム
ZOOM・Microsoft Teamsでの
オンラインミーティングについて